
- Home » Editorial » Hydraulics
Enerpac skidding system used to replace hard-to-reach transformers


The replacement of transformers at a City of London firm required an innovative solution due to the tight access restrictions. The Lancashire-based industry moves and heavy machine lifting company, D Turner & Son, has used a combination of an Enerpac LH400 skidding system and Enerpac climbing jacks to move the four 16-ton transformers in and out of the building.
Expanding gate valve for positive shut-off of liquid and gas


The M&J Expanding Gate (EG) Valve is highly versatile and can be used in most circumstances where the positive shut off of liquid or gas is required. Its mechanical design delivers an extremely heat resistant seal that is unaffected by line pressure or vibration, making the M&J Model EG Valve a reliable flow control solution in the harshest environments.
Process control valves - making the right choice


Modern process control valves offer a wide range of features and benefits for industries that require precise control over fluids, steam and other gases. With so many control valves on the market, it is important to establish the features that will deliver the most cost-effective design for a particular application. Damien Moran, field segment manager, hygienic - pharmaceutical at Bürkert, looks at some of the basic differentiators as well as some recent design developments.
Freudenberg develops next-generation low friction bearing for improved lubrication


Freudenberg Sealing Technologies has developed an optimised design for its proven Levitorq axial thrust washers. Through a new ‘scoop’ feature, the enhanced Levitorq design is able to collect and push lubrication under the washer to enable higher critical speeds and enhanced performance. Levitorq is part of the company’s Low Emission Sealing Solutions (LESS) product portfolio.
R+L Hydraulics cast aluminium oil reservoirs for simple handling


R+L Hydraulics GmbH has introduced an expanded series of aluminium oil reservoirs. The hydraulic reservoirs with nominal sizes from NG 3.5 to NG 130 have usable volumes ranging from 3 to 123 litres. The oil reservoirs are made of cast aluminium and easy to handle and stack due to their low weight. Besides their outstanding cooling efficiency, the tanks offer an excellent price-performance ratio.
Peristaltic pump for the transfer of mining slurry
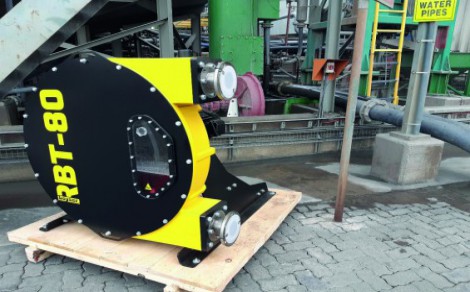
The mining process generates a waste product that is a mixture of ores and water, typically coal or iron. This waste product is called tailings and must be transferred down a pipeline to a tank where the water is separated.
Amarinth supplies API 610 VS4 pumps destined for the Sajaa Gas Plant
Amarinth has designed, manufactured and delivered its first order from Lamprell for API 610 VS4 pumps destined for the Sajaa Gas Plant operated by SNOC in the UAE.
Enerpac Gantry for Al Faris petrochemical heavy lift project

Middle Eastern heavy lifting company, Al Faris Group, has used an Enerpac SBL900 hydraulic telescopic gantry for offloading over-sized oil refinery equipment during transportation from Jafza Port, Dubai to storage at Dubai World Centre, UAE.
Subtle or disruptive – which tactic is most innovative?

It’s common knowledge that to remain successful, a company must innovate. But what does innovation actually mean? Is disrupting the status quo and discovering brand new products or processes the only way to innovate? Or can being innovative mean something subtler; for example, making an already good product even better? Lesley Eaton, marketing executive for progressive cavity (PC) pump specialist Seepex UK, explains why fostering an ongoing supportive climate is more valuable than a single great idea when it comes to encouraging innovation.
Optimise today, accelerate tomorrow


There is a growing demand for plastic injection moulded parts. The machinery’s ability to manufacture identical parts to a high-quality finish in a cost-effective way, has led to plastics injection moulded parts becoming a popular alternative to metal across a variety of sectors from medical to automotive. This places pressure on operators to ensure that their machinery is operating at peak efficiency, to stay competitive in a growing market. Hydraulics & Pneumatics spoke with Jake Sutton, UK technical manager at Shell Lubricants, to gain some expert insights about the potential impact of hydraulic fluid choice and maintenance regimes on equipment productivity, lifespan, and efficiency, and how it can help improve your total cost of ownership.
Hydraproducts acquires Fluidlink Hydraulics


Hydraproducts has announced its acquisition of the business and assets of Fluidlink Hydraulics, Devizes.
The Link from RCC – Connecting companies to their assets


The Link from Reynolds Contamination Control (RCC) is a Cloud-based software package that is designed to connect companies to their assets, providing a scalable solution at an affordable price.
New Middle Eastern market for Occo Coolers


UK heat exchanger manufacturer, Occo Coolers Telford, has widened its global reach with a new deal that seen it export to the Middle East for the first time. Occo Coolers Telford is already active across several other continents but recently secured a contract to supply Air blast coolers from their OC T range to a steel company in Saudi Arabia.
The advantages of cold aseptic filling


By Matt Hale, sales & marketing director, HRS Heat Exchangers.
The importance of cleanliness in the oil & gas sector


British Fluid Power Association member companies Pall Corporation, Hydac Technology Ltd. and MP Filtri consider the critical part filtration equipment plays within the particularly challenging environments found within the oil & gas sector.
-
PPMA 2025
23 September, 2025, 9:30 - 25 September, 2025, 16:00
NEC, Birmingham UK -
Advanced Engineering Show 2025
29 October, 2025, 9:00 - 30 October, 2025, 16:00
NEC, Birmingham UK







