- Home » Editorial » Hydraulics

A material advantage for hydraulic piston rods
Mattias Awad, head of marketing and technology, OVAKO Cromax AB, offers a guide to material selection as hydraulic cylinders are required to deliver higher performance at lower cost.
The demand for increased operating pressures within a compact design is perhaps the single most important factor driving the uptake of new steel materials for hydraulic cylinders. For example, 180 bar was a typical requirement for construction machinery in the 1970s. Over time, this has increased to 210 bar and up to 280 bar. And in the near future we are looking at up to 35 MPa (350 bar).
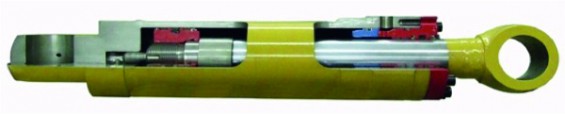
Piston rod design
This doubling of operating pressure means that the hydraulic cylinder must now handle double the load. To achieve this, the main focus is on the chrome-plated and nickel-chrome-plated bars and tubes used primarily as piston rods, where the principal parameters (see Figure 1) are:
1) Dimensioning against fatigue, buckling and impact failure.
2) Tailoring the surface for low seal wear and limiting the risk of surface damage or corrosion.
Cromax steels
The main cost factor for the hydraulic rod is the bar diameter. Material, handling and cutting cost increase with the weight of the bar, while the cost of surface operations (machining, grinding, chrome plating etc.) increase with the surface area. As a result, the cost of a rod increases exponentially with the diameter. As a general rule of thumb, the cost of a piston rod decreases by 15 percent if the diameter is reduced by 5 mm. Other effects are lower weight, higher force in the minus direction and less fluctuation in the oil level in the tank, which could translate into lower energy consumption and possibilities for alternative designs.
Ovako has developed Cromax steels specifically as ‘piston-rod’ steels that offer the ideal combination of performance, surfaces and services to minimise the total cost of the piston rod (see Figure 2).
Slenderness ratio is crucial
Hydraulic piston rods must be dimensioned against buckling, fatigue and impact failure. The risk of buckling depends on the yield strength, the elastic modulus of the material and the geometry of the rod - defined as the slenderness ratio. Generally speaking, the buckling stress at small slenderness ratios corresponds to the yield stress of the material. It then decreases with an increasing slenderness ratio and eventually becomes independent of yield strength. In practice, 70 to 80% of all hydraulic cylinders are designed with low or moderate slenderness ratios (below 100). This means that yield stress has an important influence in defining the required diameter of the rod for cylinders operating in conditions where there is a risk of buckling.
Fatigue limit
In many applications, the piston rod operates in a dynamic environment with push-pull forces that make it susceptible to fatigue. Each rod has a unique fatigue limit and dimensioning is made on the basis of experience or through fatigue testing of finished piston rods or cylinders. As a general rule, fatigue strength increases with the tensile strength of the rod material. Guaranteed impact toughness might also be an additional considered for safety critical applications.
Cost reduction
Since rod diameter is the main cost factor, the strength of the rod material is the main lever to reduce cost. Compared with the most commonly used material for hydraulic cylinder rods (C45E), the cost reduction potential by using stronger materials is of the order 20 to 30%.
However, not all high-strength steels are suitable for piston rods. The main problems derive from the inherent impact of slag inclusions which intersect the surface and segregation at the centre of the rod. Some chemical compositions, aimed at promoting strength or machinability, can cause problems in welding and especially friction welding. Moreover, slag inclusions at the material surface can dissolve during the chrome-plating process, causing porosity which results in weakness in the chrome layer.
It is a complex process to assess the true cost effects of different steel materials for a piston rod. But a simplified approach is to first select several grades with sufficient impact toughness and suitable machinability/welding characteristics and then to choose the grade offering the lowest price per MPa of yield strength (see Figure 3).
Surface plating
To ensure that the piston rod will last its economic life in different environments, the surface can be adapted with the thinnest possible layer of chrome or nickel-chrome. Plating with chromium is the most common treatment due to its combination of cost efficiency, wear resistance, low friction and corrosion resistance. The characteristics of the chrome layer are very dependent on the base material properties, such as the distribution and size of inclusions. Steel grades with amenability to the chroming process and with high and repeatable precision in chemical composition are crucial to obtain consistent quality. Ovako Cromax has a unique position of in-house production, from steel mill to plating, which facilitates the development and supply of such steel grades.
Corrosion resistance in the field is ensured not only by the chrome layer, but also by a film of hydraulic oil. In corrosive environments or in safety critical applications exposed to risk of mechanical damage, chromium can be combined with an underlying layer of nickel. The nickel layer dramatically improves the corrosion resistance independent of the oil film.
Machine less - manufacture more
A major cost driver for cylinder parts like pistons, cylinder heads or endcaps is machining time and tool wear. As these parts also often are subject to high stress with risk of fatigue in threads or grooves, material choice also has to take fatigue properties and sometimes weldability into consideration. With the right choice of material, machining costs can be reduced both due to direct costs and the fact that repeatable machining properties facilitate a higher degree of automation in production. Moreover, a material with good chip-breaking helps in the deburring process and promotes high final cleanliness levels.
The Ovako M-steel has been developed for superior machinability without compromise in fatigue strength. It offers consistent machinability from heat to heat and enables higher cutting speeds and improved productivity. For example, customers switching from conventional S355 steel to Ovako 520M have reported 30 to 40% reduction in machining cost, which is reflected in the true cost of the component. M-steel metallurgy also leads to spheroidised non-metallic inclusions, meaning that transversal properties in both toughness and fatigue strength are significantly improved as compared to elongated inclusions of standard steels.
www.ovako.com/en/industry-solutions/hydraulics/
-
Smart Manufacturing & Engineering Week
05 - 06 June, 2024
NEC, Birmingham -
HILLHEAD 2024
25 June, 2024, 9:00 - 27 June, 2024, 16:00
Hillhead Quarry, Buxton, Derbyshire UK