- Home » Editorial » Hydraulics
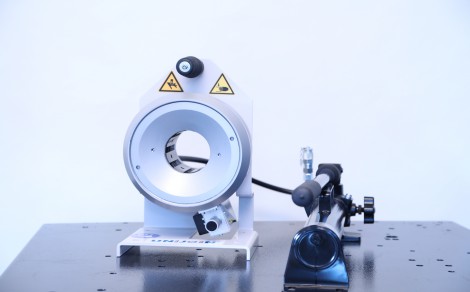
Process tubes with complex bends – an easier process with new O+P machine


For businesses making tubes with complex shapes or composite hoses (flexible + rigid), many might find it difficult to find a machine that can properly process them. Due to the complexity of the bends, there often is a limit of space that makes pre-assembling tubes complicated, if not impossible.
Eaton continues to build on its long history and reputation at Walterscheid in Germany

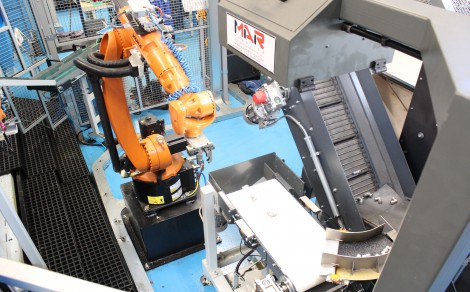
Eaton has completed a major programme of investment and reorganisation at its Lohmar plant, a facility that manufactures the Walterscheid range of class-leading tube fittings and connectors. Central to the investment is a new automated multi-station rotary transfer machine and feeding system that will further enhance the high quality standards, has cut cycle times and brought greater flexibility to production processes. In turn, the factory now has greater propensity to provide Walterscheid tube-fitting users with just-in-time (JIT) deliveries.
Linear actuators from Schaeffler offer high power density and energy efficiency


Schaeffler has launched the new P.ACT series of electromechanical linear actuators to the UK market. With potential applications ranging from production machinery, drive technology and industrial automation, to logistics, raw materials and mobile machinery, P.ACT linear actuators are claimed to offer high power density and significantly improved energy efficiency compared to hydraulic and pneumatic systems.
First development by KTR think tank


KTR has announced it has developed a new all-rounder coupling exploiting a new and very broad range of applications in areas relating to main and auxiliary drives in mechanical and plant engineering. The backlash-free and torsionally soft EVOLASTIC will be available in ten sizes and each ten basic versions for nominal torques from 100 to 5,600 Nm.
New technical sales executive for Approved Hydraulics Ltd


Approved Hydraulics Ltd has appointed Tom Hill as a new technical sales executive.
Hydreco Hydraulics Ltd appoints new sales director


Hydreco Hydraulics Ltd, a wholly owned UK subsidiary of Duplomatic group based in Italy, has appointed Rob Buchanan as its new UK sales director. In his new role,
Keep a closer eye on hydraulic attachments with new run-time meter


WEBTEC has developed a new run-time meter which is said to be ideal for construction and agricultural machinery where the central ownership and renting of specialist hydraulic attachments is often on a ‘time-used’ basis. The RFS200 ensures that maintenance takes place according to actual time in use, rather than machine running hours, allowing for cost-effective management of hydraulic system health.
Growth plans for Delta-Xero filtration system


A patented fluid decontamination system that provides significant cost, time-saving and environmental benefits has passed a total of 500,000 operating hours. Launched last year, the Delta-Xero conditioning unit protects and improves the reliability and performance of hydraulic, lubrication and diesel systems.
Full steam ahead for railway project

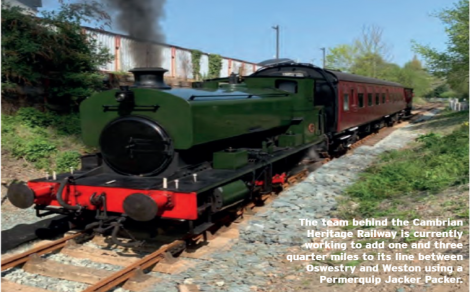
A project to extend an historic railway line in Shropshire is back on track with the help of heat exchange company, Occo Coolers Telford.
Des-Case Corporation launches new remote diagnostic monitoring solution


Des-Case Corporation, a global manufacturer of specialty filtration products that improve process equipment reliability and extend lubricant life, has announced the launch of a new remote diagnostic monitoring subscription plan for industrial lubricated assets where customers can have peace of mind knowing the lubricant health, cleanliness and humidity inside their critical assets have real-time monitoring by a team of experts.
Penny Hydraulics launches new vehicle lift


Penny Hydraulics, the UK manufacturer of lifting equipment, has launched a brand-new product after its clients reached out for help. The Lightweight LoadLift has been designed as a costeffective lifting solution for those who need to lift up to 100kg.
Webtec launches new hydraulic flow divider-combiner valve


Webtec a specialist manufacturer of hydraulic measurement and control products, has unveiled a new high-accuracy hydraulic flow divider-combiner valve called the FDC140. Claimed to be ideal for driving two cylinders or motors in close unison regardless of individual loads or flow direction, this high-flow spool valve is the big brother of the current FDC60.
Electro-hydraulic actuators help farmers optimise seed depth with wireless control


Designers for heavy duty motion control applications have traditionally specified hydraulic cylinders for their high speed, heavy load handling and resilience, while reluctantly accepting the accompanying need for supporting infrastructure, messy fluid handling and limited digital capability as necessary evils. However, recent advancements that embed hydraulic technology within electric linear actuators have been delivering the benefits of hydraulics without their drawbacks.
Uniflex launches Unijoin crimpers without slide bearing technology

Besides the patented slide bearing technology for its lubrication-free hydraulic presses, Uniflex also developed hydraulic crimper technology with lubrication about 45 years ago but stopped pursuing this approach – until recently. The Frankfurt-based machinery manufacturer has now launched this technology as an entry-level offering under the new brand Unijoin.
New generation of fluid filter elements from Industrial Filtration Group

Industrial Filtration Group offers a new generation of fluid filter elements with PulseShield compression sleeves, bringing together several new developments. The compression sleeve secures the pleated star firmly to the inner core and guarantees uniform pleat separation throughout the entire service life of the filter element. This provides ideal filtration results, even through pressure pulsations, triggered by changing volume flows that may occur in the fluid system.
-
Smart Manufacturing & Engineering Week
05 - 06 June, 2024
NEC, Birmingham -
HILLHEAD 2024
25 June, 2024, 9:00 - 27 June, 2024, 16:00
Hillhead Quarry, Buxton, Derbyshire UK